

Мин ничек күрәмБер винт бочкаларпластик эшкәртүне үзгәртү. Грануляцияне эшкәртү өчен Бер винт баррель кулланганда, мин эретү сыйфатын, тотрыклы катнашуны һәм азрак киемне күрәм. МинемПластик эшкәртү өчен пластик экструдерйомшак эшли. Төгәл температура һәм винт тизлеге белән, минемПластик эшкәртү өчен экструдерюгары җитештерүгә һәм пелет сыйфатына ирешә.
- Эретү агымы
- Винт тизлеге
- Баррель температурасы
- Стресс белән идарә итү
Машина йөртү эффективлыгы

Яхшыртылган эретелгән гомогенизация
Эшкәртү экструдерын эшләгәндә, мин бердәм эретүгә ирешәм. Эретелгән гомогенизация - пластикны эреткәндә яхшылап катнаштыру дигән сүз, шуңа күрә һәр пелет бер үк сыйфатка ия. Мин моны белдемэретү температурасын һәм агымын контрольдә тотубик мөһим. Нейлон һәм полипропилен кебек пластмассалар буенча үткәрелгән тикшеренүләр шуны күрсәтә: эретү формасын саклагач, яхшырак эшкәртелгән гелецлар алам. Әгәр эретү эзлекле булмаса, эшкәртелгән пластик зәгыйфь яки ватык булырга мөмкин.
Яхшырак катнашу өчен эшләнгән бер винт баррель кулланганда, пелет сыйфаты аермасын күрәм. Мәсәлән, эретелгән дәүләт кырын гомогенизациясе буенча үткәрелгән тикшеренүләр шуны күрсәтә: бер винт бочкаларда югары кырлы катнашу эшкәртелгән пластмассаларның физик һәм җылылык бердәмлеген яхшырта. Бу процесс пычраткыч матдәләрне киметә һәм полимер структурасын алга таба эшкәртү адымнарына ярдәм итә. Мин эшкәртелгән гранатларның кимчелекләре азрак, эретү бер тигез булганда яхшырак эш итүенә игътибар итәм.
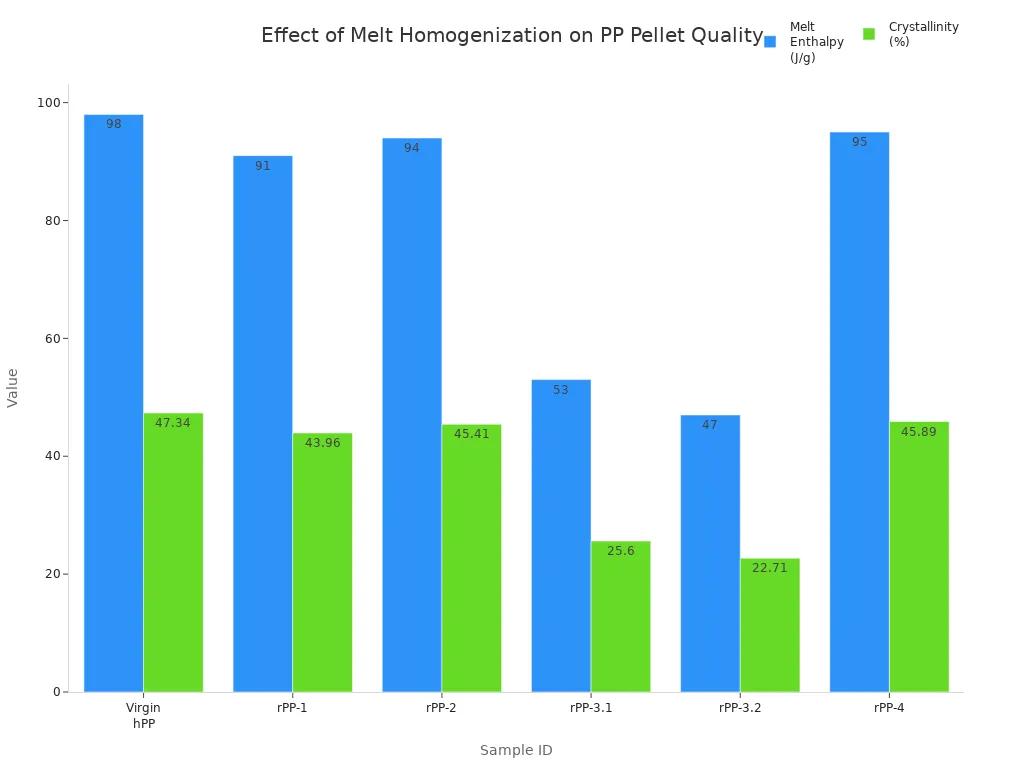
Саннар минем кибеттә күргәннәрне саклый. Мин эшкәртелгән полипропилен үрнәкләрен чагыштырганда, кристалллылыгы югары булган һәм энтальпияне эреткәннәр гыйффәтле пластмассага охшаш. Менә төрле эшкәртү шартларының пелет сыйфатына ничек тәэсир иткәнен күрсәтүче таблица:
| IDрнәк ID | Энтальпияне эретегез (J / g) | Бәллүрлек (%) |
|---|---|---|
| Виргин гомополимер PP (hPP) | 98 | 47.34 |
| Эшкәртелгән PP-1 (rPP-1) | 91 | 43.96 |
| Эшкәртелгән PP-2 (rPP-2) | 94 | 45.41 |
| Кабат эшкәртелгән PP-3.1 (rPP-3.1) | 53 | 25.60 |
| Эшкәртелгән PP-3.2 (rPP-3.2) | 47 | 22.71 |
| Эшкәртелгән PP-4 (rPP-4) | 95 | 45.89 |
Мин һәрвакыт rPP-1, rPP-2, һәм rPP-4 кебек нәтиҗәләргә омтылам, алар гыйффәтле PPга якын. Түбән кыйммәтләр, rPP-3.1 һәм rPP-3.2 кебек, эретү яхшы кушылмаган яки пычранмаган.
Эретү агымын һәм катнашуны контрольдә тотканда, мин соңгы продуктта яхшырак механик үзлекләр күрәм. Минем эшкәртелгән гелецлар яңа пластик кебек үк сузалар һәм тоталар, димәк, мин аларны таләпчән кушымталарда куллана алам.
Оптималь винт геометриясе
Минем экструдер эчендәге винтның формасы һәм дизайны зур үзгәрешләр кертә. Мин төрле винт геометрияләрен сынап карадым, аларның энергия куллануга, эретү сыйфаты һәм чыгарылышына ничек тәэсир итүенә игътибар иттем. Дөрес геометрия белән винт кулланганда, мин тагын да эзлекле аралашу һәм югары үткәрүчәнлек алам. Мин шулай ук аз энергия кулланам, бу акча экономияли һәм җиһазларымдагы киемне киметә.
- Винт геометриясе миңа күпме энергия кирәклеген һәм эретелгән температураның тотрыклы булуына тәэсир итә.
- Винт тизлеген арттыру энергия куллануны киметергә мөмкин, ләкин винт дизайны материалга туры килергә тиеш.
- Барьер винталары һәм катнаш элементлар эретү температурасын хәтта сакларга һәм катнашуны яхшыртырга булышалар.
- Кайбер винт конструкцияләре миңа сыйфатны югалтмыйча экструдерны тизрәк эшләргә рөхсәт итәләр.
- Дөрес винт геометриясе энергия нәтиҗәлелеген югары чыгару һәм эретү сыйфаты белән тигезли.
Мин каты һәм эретелгән пластмассаны аеручы барьер винталары миңа югары тизлектә йөгерергә һәм күбрәк чыгару мөмкинлеген бирә. Шулай да, эретү формасын саклап калу өчен, мин үткәрүне карарга тиеш. Мэддок кыру бүлеге кебек элементларны катнаштыру миңа яхшырак гомогенизация бирә, бу минем кабакларымдагы кимчелекләрне азрак аңлата.
Менә винт төрләрен һәм аларның эффектларын тиз чагыштыру:
| Винт Геометрия | Аралашу эзлеклелеге (Гомогенитет) | Керү | Искәрмәләр |
|---|---|---|---|
| Барьер винталары | Highгары үткәрүдә яхшы, сакчыл контроль кирәк | Биек | Зур партияләр өчен иң яхшысы, бик югары тизлектә тигез булмаган катнашуны карагыз |
| Өч бүлек винталар | Тотрыклы, ләкин түбән үткәрү | Урта | Тотрыклы җитештерү өчен яхшы, азрак сыгылучан |
| Аралашу элементлары | Искиткеч гомогенизация | Төрле | Мэддок кыру иң яхшы катнашуны бирә, аеруча каты пластмасса өчен |
Мин һәрвакыт эшкәртелгән пластмассага туры килгән винт геометриясен сайлыйм. Шул рәвешле, мин тизлек, сыйфат һәм энергия куллануның иң яхшы балансын алам.
Алга киткән баррель материаллары
Винт баррель материалы аның дизайны кебек үк мөһим. Мин көч һәм катгыйлык тәкъдим итүче 38CrMoAl кебек югары сыйфатлы эретелгән корычлардан ясалган челтәрләргә таянам. Нитридлы өслекләр белән баррель кулланганда, мин каты сикерүне күрәм. Димәк, минем җиһаз абразив яки пычратылган пластмассаны эшкәрткәндә дә озаграк дәвам итә.
- 38CrMoAlA һәм AISI 4140 кебек эретелгән корычлар миңа кирәкле ныклык бирә.
- Порошок металлургия корычлары тагын да яхшырак кием һәм коррозиягә каршы торуны тәэмин итә.
- Нитридинг белән эшкәртү өслек катылыгын арттыра, еш HV900 яки аннан да күбрәк.
- Биметалл капламалар, вольфрам карбиды кебек, абразив тутыргычлардан саклый.
- Хром белән каплау датка һәм киемгә каршы тагын бер катлам өсти.
Мин бу алдынгы материаллар һәм каплагычлар белән челтәрләр кулланганда, техник хезмәт күрсәтүгә азрак вакыт һәм акча сарыф итүемне күрдем. Минем экструдер хезмәт интерваллары арасында озаграк эшли, һәм өзелү турында күп борчыласы юк. Бу ышанычлылык миңа югары сыйфатлы эшкәртелгән гранатлар җитештерүгә игътибар итергә мөмкинлек бирә.
Киңәш:Waysәрвакытбаррель материалсез эшкәрткән пластмасса һәм өстәмәләр төрләренә. Абразив яки катнаш пластик калдыкларны эшләгәндә катырак материаллар һәм капламалар түләнә.
Яхшыртылган эретелгән гомогенизацияне, оптимизацияләнгән винт геометриясен һәм баррель материалларын берләштереп, мин пластик эшкәртү эшемдә югары эффективлыкка һәм яхшырак нәтиҗәләргә ирешәм. Бу механизмнар эзлекле сыйфат, югары җитештерү һәм түбән чыгымнар китерү өчен бергә эшлиләр.
Гомуми эшкәртү проблемаларын чишү
Пычрату һәм үзгәрүчән терлек азыгы белән көрәшү
Эшкәртү операциясен эшләгәндә, мин көн саен көтелмәгән терлек азыгы белән очрашам. Кайбер партияләрдә чиста, бердәм пластик бар. Калганнары пычрак, металл яки дым белән катнашалар. Мин беләм, тәртипсез формадагы регринд кисәкчәләренең күпчелек тыгызлыгы гыйффәтле гранатларга караганда түбән. Бу үткәрүне киметә һәм минем экструдерны тагын да катырак эшли. Әгәр дә мин бу проблемаларны чишмәсәм, эретелгән температураны һәм пелетның сыйфатын күрәм.
Бу проблемаларны чишү өчен мин бер винт баррелга таянам. Оптимальләштерелгән азык зонасы геометриясе, аеруча зурайтылган азык кесәләре, туклануны һәм каты катламны яхшырта. Бу дизайн материаль тукталыштан саклый һәм агымны тотрыклы саклый. Мин үземнең экструдер катнаш яки пычратылган пластмассаны эшкәрткәндә дә эретү сыйфатын саклый.
Пластик эшкәртүдә мин очраткан төп проблемалар:
- Тәртипсез тәртипкә китерү формалары һәм аз тыгызлык
- Керү һәм эффективлык кимү
- Higherгары эретү температурасы һәм тар эшкәртү тәрәзәләре
- Пычрату һәм материаль деградация
- Катнаш пластмасса белән үзгәрүчәнлекне эшкәртү
Минем бер винт баррель миңа бу проблемаларны җиңәргә булыша. Мин яхшырак туклану эффективлыгын, эзлекле материал агымын, энергиянең түбән кулланылышын күрәм. Бу технология миңа сыйфатны корбан итмичә эшкәртелгән пластмассаларның киң ассортиментын эшкәртергә мөмкинлек бирә.
Мин еш винт экструдерларын игезәк винт экструдерлары белән чагыштырам. Игезәк винт машиналары бик яхшы катнашу һәм дегасслау тәкъдим итә, ләкин алар югары басым һәм пычрану белән көрәшәләр. Бер винт экструдер, минеке кебек, фильтрлау-интенсив эшкәртү белән эш итә һәм пычраткыч матдәләргә яхшырак түзә. Менә тиз чагыштыру:
| Feзенчәлек | Бер винт экструдер | Игезәк винт экструдер |
|---|---|---|
| Эффективлык | Уртача катнашу, чикләнгән гомогенизация | Искиткеч катнашу, интенсив бүлү / дисперсив эш |
| Температураның бердәмлеге | Урта, кайнар / салкын урыннарга мохтаҗ | Бердәм эретелгән температураның бүленеше |
| Чыгыш тотрыклылыгы | Яхшы, пульсация булырга мөмкин | Даими, тотрыклы чыгыш |
| Материаль күптөрлелек | Бер тигез, гыйффәтле материаллар өчен иң яхшысы | Кушымчалар, катнашмалар, пычратылган азык запаслары белән эш итә |
| Дегасслау мөмкинлеге | Чикләнгән яки юк | Биек, вакуум портлары һәм вентиляция зоналары белән |
| Идеаль куллану очраклары | Кечкенә масштаблы, саф гыйффәтле ABS | Индустриаль масштаб, белгечлек, төсле, эшкәртелгән ABS |
Аларның югары басымлы мөмкинлекләре һәм пычраткыч матдәләргә яхшырак чыдамлыгы өчен мин бер винт баррель сайлыйм. Бу карар миңа кыйммәтле ремонттан сакланырга ярдәм итә һәм эшкәртү линиясен тотрыклы алып бара.
Абразив материаллардан киемне киметү
Пыяла җепселләр, талк, кальций карбонат кебек абразив пластмассалар һәм тутыргычлар минем заводта зур кыенлыклар тудыра. Бу материаллар винталарны һәм челтәрләрне тиз тузалар. Мин компонентларны еш алыштыра идем, бу эш вакытын һәм чыгымнарны арттырды.
Хәзер мин алдынгы эшкәртү һәм каплау белән бер винт баррель кулланам. Минем баррельда нитридлы өслек һәм биметалл эретелгән катламнар бар. Бу көчәйткечләр катылыкны арттыралар һәм абразиягә каршы торалар. Мин ныклыкта зур аерма күрәм. Каты, абразив пластмасс эшкәртсәм дә, җиһазларым озаграк дәвам итә.
Миңа киемне киметергә ярдәм итүче төп дизайн үзенчәлекләре:
- Оптималь винт геометриясе басым очкычларын һәм турбулентлыкны эретү өчен
- Киемгә чыдам материаллар һәм махсус капламалар сайлау
- Аерым чимал һәм тутыргычлар өчен махсус дизайн
- Тигез бетү өчен төгәл эшкәртү
- Эретү басымын таратуны аңлау өчен симуляция программасы
Мин белдемиң югары кием күчү бүлеге янында була, монда каты кружка һәм басым күтәрелә. Дөрес материалларны һәм каплауларны сайлап, минкиемне 60% ка киметегез. Туклану һәм агызу өлкәләре кебек югары киемле зоналарны регуляр тикшерү һәм саклау минем экструдерны югары формада саклый.
Киңәш:Мин һәрвакыт винт баррель дизайнын эшкәрткән пластмассаларга һәм тутыргычларга туры китерәм. Бу ысул җиһазларның гомерен озайта һәм җитештерү нәтиҗәлелеген күтәрә.
Процессның тотрыклылыгын һәм нәтиҗә эзлеклелеген арттыру
Тотрыклы эшкәртү югары сыйфатлы эшкәртелгән гелец җитештерү өчен бик кирәк. Бер винт баррель технологиясен кабул иткәнче, мин агымның артуы, эрү тотрыксызлыгы һәм начар каты катлам белән көрәштем. Бу проблемалар җитештерү темпларының түбәнлегенә, калдыкларның артуына һәм хезмәт чыгымнарының артуына китерде.
Минем JT бер винт баррель белән мин тотрыклы эретү агымына һәм эзлекле чыгаруга ирешәм. Алга киткән контроль системалары, сенсорлар һәм логик контроллерлар, миңа тотрыклы температураны һәм басымны сакларга булышалар. Операцияне тотрыксызландыра алган үзгәрүләрдән саклану өчен процесс шартларын игътибар белән күзәтәм.
Мин кулланамбиметалл эретмәләр һәм алдынгы капламаларкиемгә һәм коррозиягә каршы торуны көчәйтергә. Бу үзенчәлекләр абразив яки эшкәртелгән пластмассаны эшкәртү өчен бик мөһим. Тотрыклы процесс шартлары продуктның үзгәрүенә комачаулый һәм калдыкларны киметә.
Менә процесс тотрыклылыгын саклау өчен мин ясаган адымнар:
- Даими хезмәт күрсәтү һәм тузган винталарны һәм челтәрләрне вакытында алыштыру
- Алга киткән контроль системалары белән температура һәм басымны күзәтү
- Бердәмлекне яхшырак эретү һәм катнашу өчен махсус винт профильләрен куллану
- Көтелмәгән эш вакытын киметү өчен, югары киемле зоналарны тикшерү
Тикшеренүләр күрсәткәнчә, винт тизлеген һәм температура зоналарын оптимальләштерү үткәрүне арттыра һәм эшкәртү мөмкинлеген яхшырта. Түбән винт тизлеге моментны арттыра һәм механик энергияне киметә, нәтиҗәлелеккә һәм эзлекле чыгаруга китерә. Мин винт баррель дизайнын оптимальләштергәннән соң, чыгару ставкасы 18% тан 36% ка кадәр артуын документлаштырдым.
Искәрмә:Даими тикшерү һәм прогнозлы хезмәт күрсәтү җиһазларның гомерен озайта һәм минем эшкәртү эшемдә гомуми процесс тотрыклылыгын яхшырта.
Пычрату, кием һәм процесс тотрыклылыгын чишеп, минем бер винт баррель миңа ышанычлы, югары сыйфатлы эшкәртелгән гелецлар китерергә ярдәм итә. Мин заманча эшкәртү таләпләрен ышаныч һәм эффективлык белән канәгатьләндерәм.
Грануляцияне эшкәртү өчен бер винт баррель: реаль дөнья нәтиҗәләре

Керү һәм сыйфатын арттыру
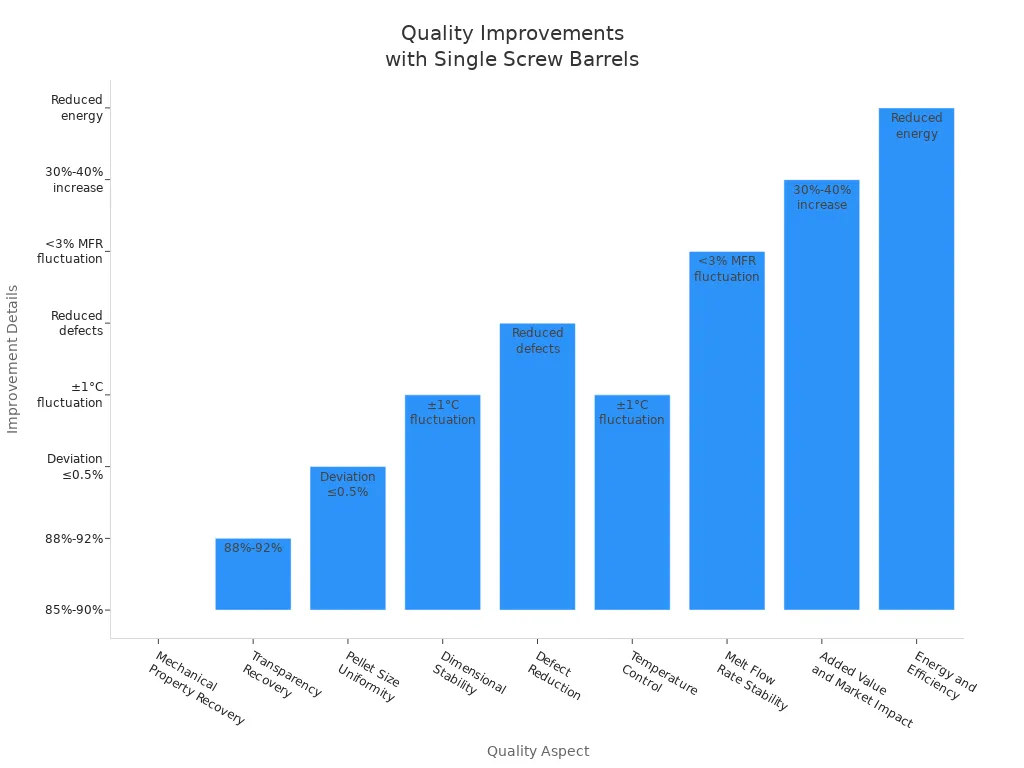
Грануляцияне эшкәртү өчен бер винт баррельгә күчкәч, мин үткәрү дә, пелет сыйфаты да ачык күтәрелүен күрдем. Минем эшкәртелгән шакмакларым хәзер яхшырак механик көч һәм яхшырак ачыклык күрсәтәләр. Мин пелет зурлыгын төгәлрәк контрольдә тота алам, бу миңа клиентларның таләпләрен канәгатьләндерергә ярдәм итә. Алга киткән температура контроле эретү агымын тотрыклы саклый, шуңа күрә мин кимчелекләр һәм бертөрле гелецлар алам.
| Сыйфат аспекты | Яхшырту детальләре |
|---|---|
| Механик милекне торгызу | 85% -90% торгызу дәрәҗәсе, гади җиһазларга караганда күпкә югарырак |
| Ачыклыкны торгызу | 88% -92% торгызу дәрәҗәсе |
| Пелет зурлыгы бердәмлеге | 0,5% эчендә зурлык тайпылышы |
| Диаметрлы тотрыклылык | Бердәм температура (± 1 ° C үзгәрү) тотрыклылыкны тәэмин итә |
| Кимчелекне киметү | Аз пычраклыклар һәм кимчелекләр |
| Температура белән идарә итү | Биш этаплы контроль, ± 1 ° C үзгәрү |
| Эретү темпының тотрыклылыгы | MFR үзгәрү 3% тан кимрәк |
| Өстәмә кыйммәт һәм базар йогынтысы | Өстәмә кыйммәтнең 30% -40% арту |
| Энергия һәм эффективлык | Түбән энергия куллану, югары эффективлык |
Түбән хезмәт күрсәтү һәм эш вакыты
Мин шуны белдем: грануляцияне эшкәртү өчен регуляр кайгырту минем бер винт баррельне тотрыклы саклый. Мин катгый хезмәт күрсәтү графигын үтәп, баррельне атна саен тикшерәм. Мин машинада стресс булмасын өчен мин һәрвакыт температураны һәм винт тизлеген тотрыклы тотам. Чиста, сортланган пластик азык пычраткыч матдәләрдән зыянны булдырмаска ярдәм итә. Мин датны һәм сүрелүне туктатыр өчен хәрәкәт итүче өлешләрне чистартам һәм майлыйм. Тузган өлешләрне күргәч, мин аларны шунда ук алыштырам. Мин гомерләрен озайту өчен, нитридинг кебек махсус катламнар белән каты эретмәләрдән ясалган челтәрләрне сайлыйм.
- Атналык баррель тикшерүләреҗиһазларымны югары формада саклагыз.
- Дөрес температура һәм басым көйләүләре киемнән саклый.
- Чиста терлек азыгы эчке зыянны киметә.
- Даими чистарту һәм майлау өзелүне туктата.
- Практик өлешне алыштыру көтелмәгән эштән саклый.
- Каты эретмәләр һәм капламалар баррельне озаграк ясыйлар.
Бу адымнарны үтәгән үсемлекләр эштән азрак һәм ремонт чыгымнары турында хәбәр итәләр. Минем эшкәртү линиясе хәзер нәтиҗәлерәк һәм ышанычлы эшли.
Эшне өйрәнү: Күп пластик эшкәртүдә JT бер винт баррель
PE, PP, PVC кебек төрле пластмассалар белән эшкәртү өчен заводта грануляцияне эшкәртү өчен JT бер винт баррель куйдым. Кебеккә чыдам материаллар38CrMoAl һәм вольфрам карбид, баррельнең гомерен озайтты. Хәзер мин ремонтка һәм алмаштыруга азрак сарыф итәм. Минем производство линиясе бик сирәк туктый, шуңа күрә мин тапшыру срокларына туры килә. Грануляцияне эшкәртү өчен JT бер винт баррельның эзлекле эшләве минем чыгышымны яхшыртты һәм чыгымнарымны киметте. Мин өзекләрне азрак күрәм, яхшыракпелет сыйфаты, бу миңа базарда көндәшлектә калырга булыша.
Бер винт баррель төп эшкәртү проблемаларын ничек чишә икәнен күрәм. Минем тәҗрибәм эретү сыйфатын, катнашуны, процесс тотрыклылыгын күрсәтә. Грануляцияне эшкәртү өчен бер винт баррель белән мин югары эффективлыкка һәм ышанычлылыкка ирешәм. Бу камилләштерүләр чистарту операцияләрен, чыгымнарны түбәнәйтә, һәм пластик эшкәртү өчен сәнәгатьнең үсә барган таләпләрен канәгатьләндерергә булыша.
Сораулар
JT бер винт баррель белән нинди пластмассаны эшкәртә алам?
Мин күп пластмассаны эшкәртә алам, шул исәптән PE, PP, PS,ПВХ, PET, PC, PA. Баррель эффектив эшкәртү өчен төрле материалларга яраклаша.
Мин винт баррельдәге киемне ничек киметергә?
Мин каты эретмәләрдән ясалган челтәрләрне нитридлы яки биметалл капламалар белән кулланам. Даими чистарту һәм дөрес көйләү миңа баррельнең гомерен озайтырга һәм эшне югары тотарга ярдәм итә.
Ни өчен эретелгән гомогенизация эшкәртүдә мөһим?
Эретелгән гомогенизация миңа бертөрле гелец бирә. Мин кимчелекләрне азрак, продукт көчен яхшырак күрәм. Даими катнашу миңа сыйфат стандартларын һәм клиент ихтыяҗларын канәгатьләндерергә ярдәм итә.

Пост вакыты: 21-2025 август