

Пластик инъекция формалаштыру машинасы чимал пластикны төгәл, катлаулы формаларга эффектив рәвештә үзгәртә. Бу процесс искиткеч өстенлекләр тәкъдим итә:
- Highгары үлчәмле төгәллек белән катлаулы өлешләр җитештерү.
- Эзлекле сыйфат һәм кабатлау.
- Зур җитештерүдә җитештерү чыгымнарын киметү.
Винт тибындагы инъекция формалаштыру машинасы һәмВинт тибындагы инъекция формалаштыру машинасы, материаль агымны көчәйтү һәм эшне оптимальләштерү. Өстәвенә ,.Ике баррель инъекция формалаштыру машинасыһәмВинт инъекциясен формалаштыру машинасыҗитештерү процессында эффективлыкны һәм җитештерүне тагын да яхшырту.
Винт тибындагы инъекция җайланмасы
Винт тибындагы инъекция формалаштыру машинасында укол берәмлеге чимал пластик шакмакларны эретелгән хәлгә әверелдерүдә һәм формага кертүдә төп роль уйный. Бу агрегат өч төп компоненттан тора: хоппер, баррель һәм винт механизмы. Eachәрбер өлеш формалаштыру процессының эффективлыгына һәм төгәллегенә ярдәм итә.
Хоппер
Хоппер чимал пластик материалларның керү ноктасы булып хезмәт итә. Ул пластик шакмакларны тотып, алга таба эшкәртү өчен баррельгә тукландыра. Заманча хопперлар еш кына гранатлардан дымны чыгару, эретү сыйфатын тәэмин итү өчен материалны киптерү системалары кебек үзенчәлекләрне үз эченә ала. Эзлекле материал белән тәэмин итүне саклап, винт винт тибындагы инъекция формалаштыру машинасында өзлексез җитештерү циклына ярдәм итә.
Баррель
Баррель - винт механизмын урнаштырган цилиндрик камера. Пластик шакмакларны эретү ноктасына кадәр җылыту зоналарын кулланып җылыта. Бу зоналар - гадәттә азык, арткы, урта һәм алгы өлешләргә бүленәләр - температураны төгәл контрольдә тотарга мөмкинлек бирә, бу бердәм эретү сыйфатына ирешү өчен бик мөһим. Баррель эчендә температураның дөрес бүленеше бит, үлчәмдәге төгәлсезлекләр, материаль деградация кебек проблемаларны булдырмый. Бу җентекләп контроль винт тибындагы инъекция формалаштыру машинасы эзлекле рәвештә югары сыйфатлы чыгаруны тәэмин итә.
- Эффектив эшләү өчен баррель зонасының дөрес температурасы кирәк.
- Дөрес булмаган көйләүләр соңгы продукттагы кимчелекләргә китерергә мөмкин.
- Алга киткән конструкцияләр энергия нәтиҗәлелеген күтәрә һәм оператив чыгымнарны киметә.
Винт механизмы
Винт механизмы - инъекция җайланмасының йөрәге. Ул баррель эчендә әйләнә, эретелгән материалны алга этәргәндә пластик шакмакларны кушып эретә. Винтның дизайны эретү һәм инъекция процессына зур йогынты ясый. Мәсәлән, стационарвинт конструкцияләреэзлекле кисү экспозициясен һәм ату күләмен тәэмин итеп пластмассаны көчәйтегез. Өстәвенә, курчак клапаннары кебек функцияләр винт туктагач шунда ук ябып төгәл контроль тәэмин итә.
Барлык электр винт тибындагы инъекция формалаштыру машиналарында винт механизмы тизлек, басым һәм позиция белән чагыштыргысыз контроль тәкъдим итә. Бу төгәллек цикллар арасындагы үзгәрешләрне киметә, эзлекле тутыру ставкаларын һәм ату күләмнәрен тәэмин итә. Бу алга китешләр эретү сыйфатын яхшыртып кына калмый, формалаштыру процессының гомуми эффективлыгын да күтәрәләр.
- Автоматизация һәм робототехника интеграциясе җитештерү күләмен тагын да арттыра.
- Энергияне сак тотучы винт конструкцияләре чыгымнарны экономияләүгә ярдәм итә.
- Даими материал куллану заманча җитештерү практикасына туры килә.
Винт тибындагы инъекция формалаштыру машинасында укол берәмлеге алдынгы инженерлык һәм төгәл контроль синергиясен күрсәтә. Аның компонентлары югары сыйфатлы, эффектив һәм ышанычлы җитештерү өчен бертуктаусыз эшли.
Кысу һәм форма блоклары

Кысу һәм форма берәмлекләре - пластик инъекция формалаштыру машинасының мөһим компонентлары. Алар инъекция процессы вакытында форманың куркынычсыз ябылуын тәэмин итәләр һәм төгәл, югары сыйфатлы өлешләр формалаштыруны җиңеләйтәләр. Бу агрегатлар формадан, тәлинкәләрдән һәм двигательдән тора, аларның һәрберсе формалаштыру процессында аерым роль уйный.
Күл
Форма эретелгән пластмасса формалашкан куышлык булып хезмәт итә. Аның дизайны соңгы продуктның сыйфатына һәм эзлеклелегенә турыдан-туры тәэсир итә.Форма дизайнында иң яхшы тәҗрибәләрсуыту вакытында ватылу һәм бату билгеләре кебек кимчелекләрне булдырмас өчен стенаның бердәм калынлыгына басым ясагыз. Төрле калынлыклар арасында шома күчү, камералар яки филеслар аша ирешелгән, структур бөтенлекне тагын да көчәйтә.
- Диварның дөрес калынлыгы косметик җитешсезлекләрдән саклана.
- Структур көчен калынлыкны арттыру урынына кабырга һәм гуссет белән яхшыртырга мөмкин.
- Экспериментларның дизайны (DOE) техникасы кимчелекләрне иртә ачыкларга ярдәм итә, оптималь җитештерүчәнлекне һәм ышанычлылыкны тәэмин итә.
Винт тибындагы инъекция формалаштыру машинасында форманың төгәллеге катлаулы конструкцияләргә һәм каты толерантлыкка ирешүне тәэмин итә. Бу мөмкинлек аны эзлекле сыйфатлы катлаулы өлешләр җитештерү өчен идеаль итә.
Платенс
Платеналар - форманы тотып торган һәм кысу көчен тигез таратучы зур, яссы тәлинкәләр. Аларның дизайны һәм структур бөтенлеге форманы тигезләү һәм инъекция процессында бердәм басымны тәэмин итү өчен бик мөһим. Платенаның эффективлыгына йогынты ясаучы төп техник параметрларга авырлык йогынтысы, йөк күтәрү сыйфаты, структур оптимизация керә.
| Параметр | Көлеп тигезләүгә йогынты |
|---|---|
| Авырлык йогынтысы | Машинаның гомуми авырлыгының якынча 70% тәшкил итә, тотрыклылыкка һәм тигезләнешкә тәэсир итә. |
| Икътисади әһәмият | Дизайнны оптимальләштерү чимал куллануны киметә, чыгым нәтиҗәлелеген күтәрә. |
| Эшчәнлек йогынтысы | Сыйфатлы җитештерү өчен критик форманы дөрес тигезләү һәм бердәм басым бүлүне тәэмин итә. |
| Структур оптимизация | Яхшырак тигезләү өчен зурлыкны, форманы, материал таратуны көчәйтә. |
| Йөкләү сәләте | Тотрыклылыкны яхшырта һәм оператив стресс вакытында форманы тигезләүгә ярдәм итә. |
Винт тибындагы инъекция формалаштыру машинасында платеналар машинаның югары үлчәмле төгәллек белән өлешләр җитештерә алуына ярдәм итә. Аларның нык дизайны ныклыкны һәм эзлекле эшне тәэмин итә, хәтта югары кысу көче астында.
Мотор йөртүче
Двигатель кысу механизмын көчәйтә, форманы төгәллек белән ачарга һәм ябарга мөмкинлек бирә. Бу кысу процессының тизлеген һәм төгәллеген саклауда мөһим роль уйный.Заманча двигательләр, аеруча барлык электр машиналарында, кысу көче һәм урнашуы өстендә көчәйтелгән контроль тәкъдим итәләр. Бу төгәллек формадагы киемне киметә һәм цикл вакытын киметә, гомуми эффективлыкны күтәрә.
Энергияне сак тотучы двигательләр чыгымнарны экономияләүгә һәм тотрыклылыкка ярдәм итә. Энергия куллануны оптимальләштереп, алар экологик җаваплылыкны өстен күргән заманча җитештерү практикалары белән тигезләшәләр. Винт тибындагы инъекция формалаштыру машинасында, мотор двигателе, сыйфатны бозмыйча, югары тизлекле җитештерүне тәэмин итеп, өзлексез эшләүне тәэмин итә.
Киңәш:Двигательне регуляр рәвештә тоту аның гомерен озайтырга һәм көтелмәгән эштән туктатырга мөмкин, өзлексез җитештерүне тәэмин итә.
Кысу һәм форма берәмлекләре пластик инъекция формалаштыру машиналарында инженерлык һәм төгәллекнең синергиясен күрсәтәләр. Аларның дизайны һәм функциональлеге машинаның югары сыйфатлы өлешләрне эффектив һәм ышанычлы җитештерү мөмкинлегенә турыдан-туры тәэсир итә.
Atылылык һәм температура белән идарә итү системалары
Пластик инъекция формалаштыру процессларының сыйфатын һәм эзлеклелеген саклау өчен эффектив җылыту һәм температура белән идарә итү системалары бик мөһим. Бу системалар пластик материалның эрү ноктасына җитүен һәм форма температурасы цикл дәвамында тотрыклы булуын тәэмин итәләр.
Баррель җылыткычлар
Баррель җылыткычларпластик шакмакларны оптималь температурада эретүдә мөһим роль уйныйлар. Алар температураны төгәл контрольдә тоту өчен берничә җылыту зонасын кулланалар, бу бердәм эретү сыйфаты өчен бик мөһим. Эффектив температура белән идарә итү энергия эффективлыгын арттыра һәм формалашкан өлешләрнең өслеген яхшырта.
- Баррель температурасын дөрес контрольдә тоту материаль деградациядән саклый, аеруча озак яшәгән вакытта.
- Максатлы эретү температурасын якынча 490 ° F саклау, эзлекле материал агымын тәэмин итә һәм кимчелекләрне киметә.
- Баррель температурасының үзгәрүе продукт сыйфатына тискәре йогынты ясарга мөмкин, якын мониторинг кирәк.
Алга киткән баррель конструкцияләре еш кына энергияне сак тотучы җылыту элементларын үз эченә ала, югары җитештерүчәнлекне саклап, оператив чыгымнарны киметә. Бу үзенчәлекләр тотрыклылык һәм эффективлык өстенлек иткән заманча җитештерү практикасы белән туры килә.
Көле җылыткычлар
Көле җылыткычлар форманың температурасын көйли, эзлекле өлешнең сыйфатын тәэмин итә һәм цикл вакытын киметә. Форма материалының калынлыгы җылылык үткәрү темпларына зур йогынты ясый. Калын бүлекләр җылылыкны озаграк саклыйлар, нечкә бүлекләр тизрәк салкынлашалар. Материаль калынлыкка нигезләнеп форма җылыткыч көйләүләрен көйләү эретү кебек проблемаларны булдырмый һәм бердәм температураның бүленүен тәэмин итә.
Фәнни формалаштыру техникасы форма җылыткыч эшләрен тагын да оптимальләштерә. Бу методикалар эшләтеп җибәрү вакытын киметәләр, сындыру ставкаларын киметәләр, процесс эзлеклелеген арттыралар. Төгәл температураны саклап, җитештерүчеләр югары рентабельлелеккә һәм эффективлыкка ирешәләр.
Температураны контрольдә тоту механизмы
.Әр сүзнеңтемператураны контрольдә тоту механизмыформалаштыру процессында тотрыклылыкны һәм төгәллекне тәэмин итә. Алга киткән стратегияләр, мәсәлән, эксперт көйләнә торган томан контроль, баррель температурасын оптимальләштерү өчен традицион PID контролен томан логика белән берләштерә. Бу ысул системаның гомуми эшләвен яхшыртып, чиктән тыш һәм осылуны киметә.
| Контроль стратегиясе | Тасвирлау |
|---|---|
| Эксперт көйләнә торган томан контроль | Күчерелгән тотрыклылык һәм төгәллек өчен эксперт, томан һәм PID контролен берләштерә. |
| PID контроле | Традицион ысул артык селкенергә һәм тибрәнергә мөмкин. |
| Прогнозлау моделе | Инъекция тизлеген күзәтә, формалаштыру процессларында төгәллекне яхшырта. |
Машина өйрәнү модельләре, мәсәлән, очраклы урман алгоритмнары, энергия куллануга тәэсир итүче төп факторларны ачыклап, энергия нәтиҗәлелегенә булышалар. Бу инновацияләр җитештерүчеләргә энергия куллануны өлеш сыйфаты белән балансларга мөмкинлек бирә, инъекция формалаштыру операцияләренең тотрыклылыгын тагын да арттыра.
Гидротехник һәм контроль берәмлекләр
Гидротехник һәм контроль агрегатлар пластик инъекция формалаштыру машинасының мөһим компонентлары. Бу системалар төгәл эшләүне, нәтиҗәле эшне тәэмин итү өчен бергә эшлиләрэзлекле продукт сыйфаты.
Гидротехник система
Гидротехник система инъекция һәм кысу механизмнары хәрәкәтен көчәйтә. Ул эретелгән пластмассаны формага кертү өчен кирәк булган көч тудыра һәм формалаштыру процессында кысу басымын саклый. Гидротехник насослар, клапаннар, цилиндрлар бу системаның үзәген тәшкил итә, контроль һәм ышанычлы эш күрсәтә.
Хәзерге гидротехник системалар алдынгы технологияләрне үз эченә алаэффективлыгын арттыру. Variзгәрешле күчергеч насослар агым тизлеген машинаның эш ихтыяҗларына карап көйлиләр, энергия куллануны киметәләр. Өстәвенә, пропорциональ клапаннар басым һәм агымга төгәл контроль бирә, шома һәм төгәл хәрәкәтләрне тәэмин итә. Бу үзенчәлекләр машинаның минималь калдыклар белән югары сыйфатлы өлешләр җитештерә алуына ярдәм итә.
Киңәш:Гидротехник компонентларны регуляр рәвештә тоту, мәсәлән, агып чыгуын тикшерү һәм нефтьнең сыйфатын күзәтү системаның гомер озынлыгын озайтырга һәм эштән китүне булдырмаска мөмкин.
Контроль панель
Контроль панель инъекция формалаштыру машинасының баш мие ролен башкара. Ул оптималь эшне тәэмин итеп, барлык машина функцияләрен күзәтә һәм көйли. Сенсорлар белән җиһазландырылган контроль панель температура, басым, позиция кебек критик параметрлар буенча реаль вакыттагы мәгълүмат туплый. Мәсәлән:
- Сенсорлар температура һәм басым турында җавап бирәләр.
- Кыңгырау мембранасы сенсорлары штамм үлчәү күзәнәкләрен кулланып төгәл позиция үлчәвен тәэмин итәләр.
Контроль панельгә интеграцияләнгән машина өйрәнү модельләре аның мөмкинлекләрен тагын да арттыралар. Бу модельләр эзлекле нәтиҗәләр өчен процесс көйләүләрен оптимальләштереп, уңыш стрессы һәм модуль кебек өлешнең сыйфат параметрларын фаразлыйлар. Эксперименталь нәтиҗәләр бу модельләрне прогнозланган кыйммәтләрне фактик нәтиҗәләр белән чагыштырып раслыйлар, җитештерү нәтиҗәлелеген күтәрүдә аларның эффективлыгын раслыйлар.
Гидротехник һәм контроль агрегатлар механик һәм санлы технологияләрнең синергиясен күрсәтәләр, пластик инъекция формалаштыру машиналарында төгәллекне һәм ышанычлылыкны тәэмин итәләр.
Туклану һәм чыгару механизмнары
Туклану бүлеге
.Әр сүзнеңтукландыру җайланмасыинъекция формалаштыру машинасына чимал пластик материал белән эзлекле тәэмин итүне тәэмин итә. Ул, гадәттә, винтовкадан һәм тукландыргыч винттан тора. Хоппер пластик гелецларны саклый һәм аларны баррельгә юнәлтә, анда материал эри. Гравитация һәм контроль тибрәнүләр гранатларның шома агымын җиңеләйтәләр, җитештерү вакытында блокировкаларны яки өзеклекләрне булдырмыйлар.
Заманча туклану агрегатлары еш кына материалны киптерү системалары кебек алдынгы үзенчәлекләрне үз эченә ала. Бу системалар гранатлардан дымны чыгаралар, бу эретү сыйфатын саклау һәм соңгы продукттагы кимчелекләрне булдырмау өчен бик мөһим. Моннан тыш, автоматлаштырылган тукландыру механизмнары машинаның эш тизлеге белән материаль тәэмин итүне синхронлаштырып эффективлыкны арттыралар. Бу синхронизация материаль әрәмне киметә һәм өзлексез җитештерү циклын тәэмин итә.
Чыгару бүлеге
.Әр сүзнеңчыгару берәмлегеСуытылганнан соң формалашкан өлешне форма куышыннан чыгаруда мөһим роль уйный. Ул әзер продуктны зыян китермичә чыгару өчен электор пинкаларын, тәлинкәләрне яки һава шартлауларын куллана. Чыгару вакыты һәм көче төгәллеге формалашкан өлешнең бөтенлеген саклап калу өчен, ватылу яки ярылу кебек кимчелекләрне булдырмау өчен бик мөһим.
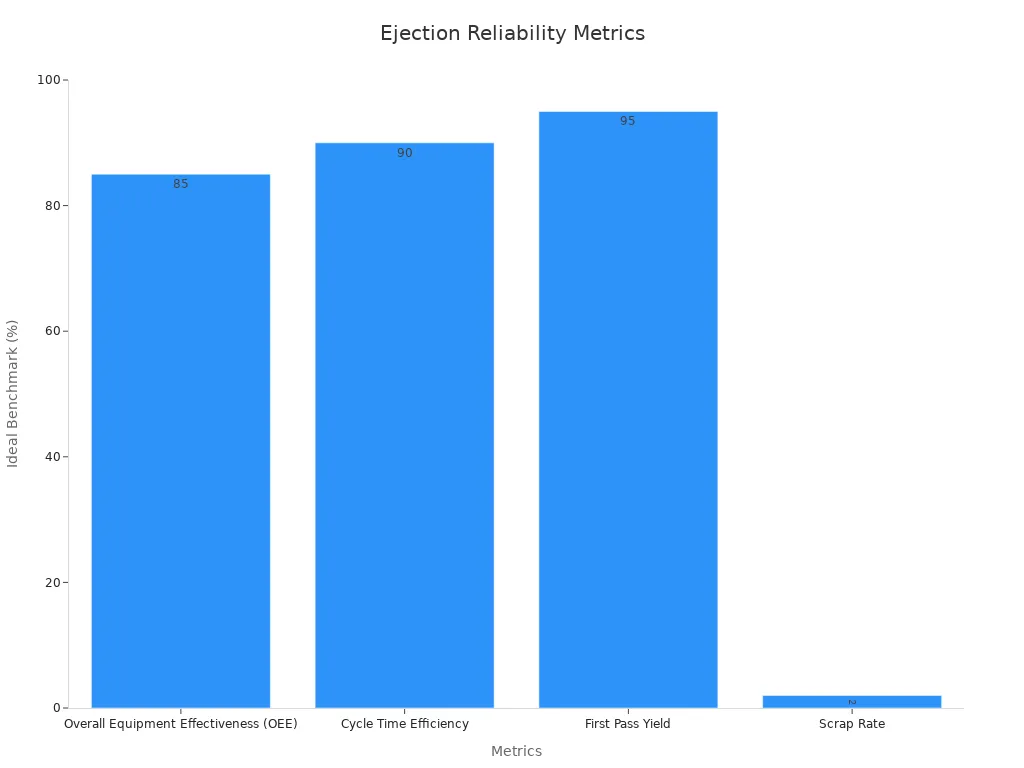
Ышанычлы чыгару берәмлекләре җитештерү циклын туктатуны сизелерлек киметәләр. Гомуми җиһазларның эффективлыгы (OEE), цикл вакытының эффективлыгы, һәм беренче үтеп керү (FPY) кебек метрика аларның эшләрен раслый. Мәсәлән:
| Метрика | Тасвирлау | Идеаль күрсәткеч |
|---|---|---|
| Гомуми җиһазларның эффективлыгы (OEE) | Manufacturingитештерүнең эффективлыгы; барлыгы, эшләве, сыйфаты белән исәпләнә. | ~ 85% |
| Вакыт циклының эффективлыгы | Бер җитештерү циклын тәмамлау вакытын күзәтә; түбән вакыт үткәрүне көчәйтә. | 90% яки югарырак |
| Беренче Пассажир (FPY) | Беренче тапкыр дөрес эшләнгән продуктларның проценты; югары кыйммәтләр эффектив процессларны күрсәтәләр. | > 95% |
| Калдыклар ставкасы | Ташланган материалларның проценты; түбән ставкалар рентабельлелеген арттыра. | <2% |
Алга киткән чыгару системалары сенсорларны динамик рәвештә мониторинглау һәм көйләү өчен берләштерәләр. Бу инновацияләр формада һәм машина компонентларында киемне киметкәндә эзлекле өлеш сыйфатын тәэмин итәләр. Чыгару җайланмасын регуляр тоту аның ышанычлылыгын тагын да арттыра һәм эш срогын озайта.
Пластик инъекция формалаштыру машинасы искиткеч эш башкару өчен алдынгы компонентларны берләштерә. Eachәрбер өлеш җитештерү эффективлыгына, сыйфатына, ышанычлылыгына ярдәм итә. Бу системаларны үзләштерү оптималь нәтиҗәләрне тәэмин итә.
| Метрика | Тасвирлау |
|---|---|
| Производство эффективлыгы | Чималның әзер продуктларга ничек эффектив үзгәрүен күрсәтә. |
| Калдыклар ставкасы | Сыйфат стандартларына туры килмәгән җитештерү процентын күрсәтә. |
| Машина туктату | Рентабельлелек өчен кирәк булган җитештерү эффективлыгына һәм оператив чыгымнарга тәэсир итә. |
Бу үлчәүләрне аңлау машинаның эзлекле, югары сыйфатлы чыгыш ясауга ролен күрсәтә.
Сораулар
1. Пластик инъекция формалаштыру машиналарында нинди материаллар кулланырга мөмкин?
Пластик инъекция формалаштыру машиналары термопластиканы ABS, полипропилен һәм нейлон кебек эшкәртә. Алар шулай ук поликарбонат һәм PEEK кебек инженер пластмассалары белән эш итәләр.
2. Температура белән идарә итү продуктның сыйфатына ничек тәэсир итә?
Төгәл температураны контрольдә тоту эретү сыйфатын тәэмин итә, кимчелекләрне киметә һәм үлчәм төгәллеген арттыра. Озайтылган эшкәртү цикллары вакытында материаль деградациядән саклый.
3. Нинди техник хезмәт күрсәтү машиналарның эшләвен яхшырта?
Даими майлау, гидротехник система тикшерү, туклану агрегатларын чистарту тузудан һәм эштән китүдән саклый. Мониторинг сенсорлары эзлекле эшләүне тәэмин итә һәм машинаның гомер озынлыгын озайта.
Пост вакыты: 28-2025 май